Kokillenguss
Verfahren
Im Kokillenguss lassen sich einbaufertige Konstruktionsteile herstellen, die exakt einstellbare Materialeigenschaften und zusätzlich wirtschaftliche Vorteile aufweisen. Werkstoffqualität und Maßgenauigkeit eröffnen dem Kokillenguss immer neue Anwendungsmöglichkeiten und damit größere Marktchancen. Heute müssen die Beschaffenheit und damit die Perspektiven für Schwermetall-Kokillenguss und seine Möglichkeiten grundlegend neu definiert werden. Beim Kokillenguss werden Werkstücke aus Kupfer oder Kupfer-Legierungen in metallische Dauerformen, auch Kokillen genannt, gegossen.
PIAD-Gussverfahren
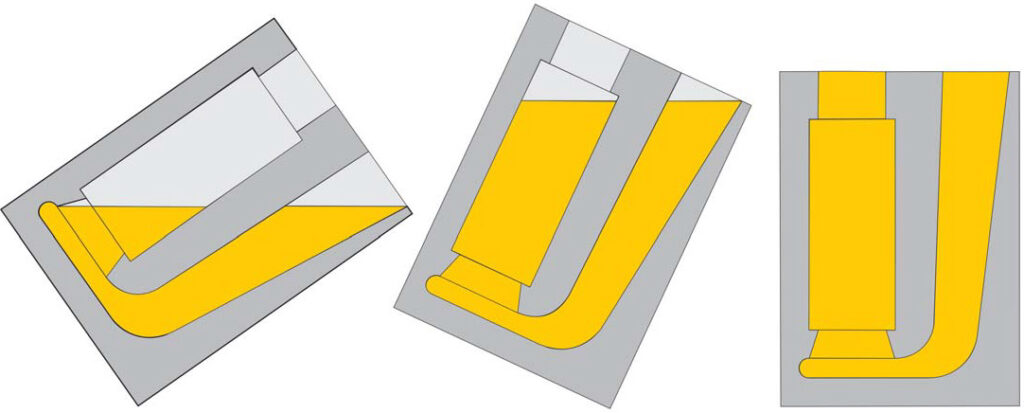
Im PIAD-Gussverfahren wird die Kokille zu Gießbeginn zur Eingussseite geneigt und simultan zur Befüllung wieder gerade gekippt. Damit einhergehend erfährt die Schmelze eine reduzierte Fallhöhe und eine turbulenzarme Füllung ohne Lufteinschlüsse resultiert.
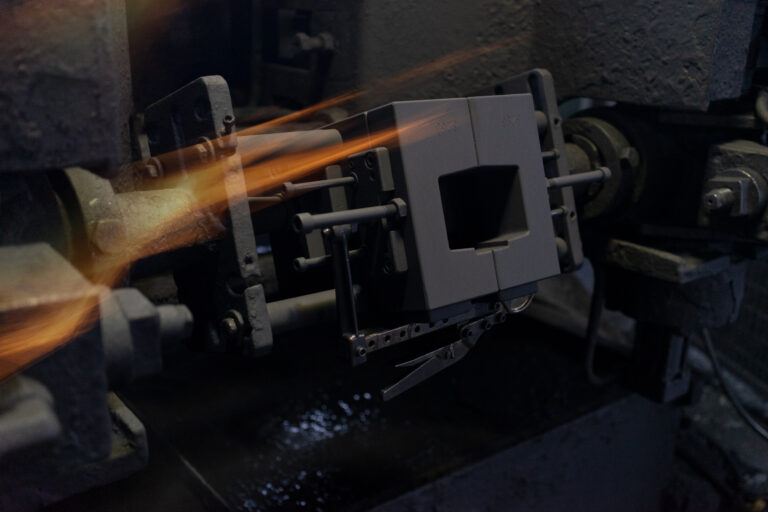


Nach der Entformung des Gussteiles wird die Kokille getaucht um sie wieder auf die richtige Temperatur herunter zu kühlen und die metallische Oberfläche mit einem Trennmittel zu benetzen.
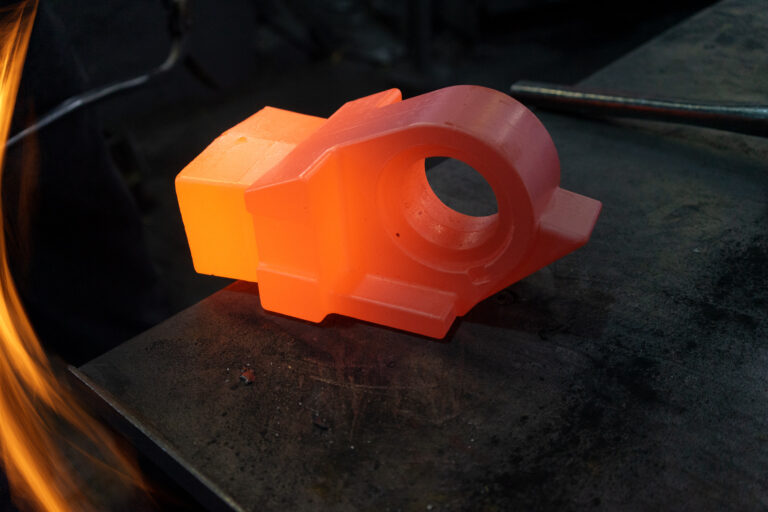
Die Erstarrung des Gießmaterials vollzieht sich aufgrund der guten Wärmeleitfähigkeit der Kokille innerhalb weniger Sekunden. Das Gussteil zeichnet sich daher durch ein sehr feinkörniges, dichtes Gefüge aus. Somit werden bessere mechanische, elektrische und thermische Eigenschaften des Gussteils erzielt, als es in konkurrierenden Gussverfahren wie Sandguss und Feinguss der Fall ist.


Verbundkonstruktionen: Der Anwendungsbereich der Kupferguss-Legierungen lässt sich durch Verbundguss mit eingegossenen und umgossenen Fremdteilen erweitern. Das Einbringen, Positionieren und Festhalten der Eingießteile erfolgt im Kokillenguss sehr präzise. Grundsätzlich lassen sich Fremdteile vorzugsweise aus metallischen Werkstoffen umgießen. Die Oberfläche der Teile muss metallisch sauber sein. Der Schmelzpunkt darf nicht niedriger sein als der des Gusswerkstoffes – das gilt auch für galvanische oder sonstige Überzüge. Daher lassen sich verzinkte, verzinnte oder kadmierte Stücke nicht eingießen. Verchromte oder vernickelte Stücke können dagegen problemlos verwendet werden. Beim Ein- oder Umgießen entsteht kein Verbundguss im Sinne einer metallischen Verbindung; durch die Aufschrumpfung des erkalteten Gusswerkstoffes kommt es zu einer sogenannten Schrumpfhaftung. Die entstehenden Spannungen sind hinreichend groß, sodass ein fester Sitz erzielt wird.
Kokillengussteile verfügen über ein bemerkenswert breites Anwendungsspektrum: Die Stückgewichte liegen zwischen 3 g und 35 kg. Die Abmessungen können von wenigen Millimetern bis zu 500 mm betragen. Bei kleinflächigen Teilen sind dünnste gieß- und einhaltbare Wanddicken von 1 mm möglich; im Normalfall jedoch 2 bis 3 mm. Aktuell werden ca. 25 vergießbare Werkstoffqualitäten eingesetzt, die unterschiedlichste Kundenanforderungen erfüllen: Festigkeit, Dehnbarkeit, Härte, Korrosions- und Verschleißfestigkeit sowie elektrische und thermische Leitfähigkeit.
Beim Vergleich von Konstruktionsteilen nach verschiedenen Fertigungsverfahren und Werkstoffen muss auf die Gleichwertigkeit der Lösungen geachtet werden. Aussagefähig ist nur ein Vergleich, der sich auf bearbeitete, einbaufertige Ausführungen bezieht. Die Kokillengießtechnik bietet fraglos viele Vorteile: geringe mechanische Bearbeitung, höhere Präzision und Qualität, reduzierte Oberflächenbehandlung, die meist beträchtliche Kosteneinsparungen ermöglicht.
Ohne Schwermetall-Kokillenguss sind viele technische Entwicklungsprojekte und Konstruktionsaufgaben kaum denkbar. Im Kokillenguss sind Bauteile mit Fertigteilcharakter darstellbar; spanabhebende Bearbeitung, Einzelmontage oder andere kostenintensive Fertigungsweisen entfallen. Unter Berücksichtigung werkstoffgerechter, gieß- und fertigungstechnischer Konstruktionserfordernisse können die Einsatzmöglichkeiten von Präzisionsformgussteilen aus Kupfer und Kupfer- Legierungen optimiert werden. Durch den intensiven Erfahrungsaustausch mit den Gießereifachleuten werden so auch die Anwenderkonstrukteure in das Kokillen-Gussverfahren eingebunden. Da sich konstruktive Änderungen am Produkt sehr schnell umsetzen lassen, können sich Kokillengießereien rasch auf veränderte Kundenwünsche und Marktbedingungen einstellen. Denn: Die Kokille lässt sich in relativ kurzer Zeit anpassen und umbauen. Die Gussproduktion kann nach Musterfreigabe ohne zusätzliche Rüstzeiten wieder aufgenommen werden.


