Permanent Mould Casting
Verfahren
Precision cast parts made of copper and copper alloys have a variety of different possible applications. There are potentially many more applications than the ones currently in regular production.
By utilising permanent mould casting methods, it is possible to produce pre-finished component parts with specific material characteristics and additional economic advantages. The high quality and dimensional accuracy of products made with permanent mould casting have a wide variety of applications. In addition, there are always new applications being developed in existing and potential new markets. This means we need to define the features and benefits for heavy metal permanent mould casting of copper and its alloys on a new fundamental level.
PIAD-Casting Method
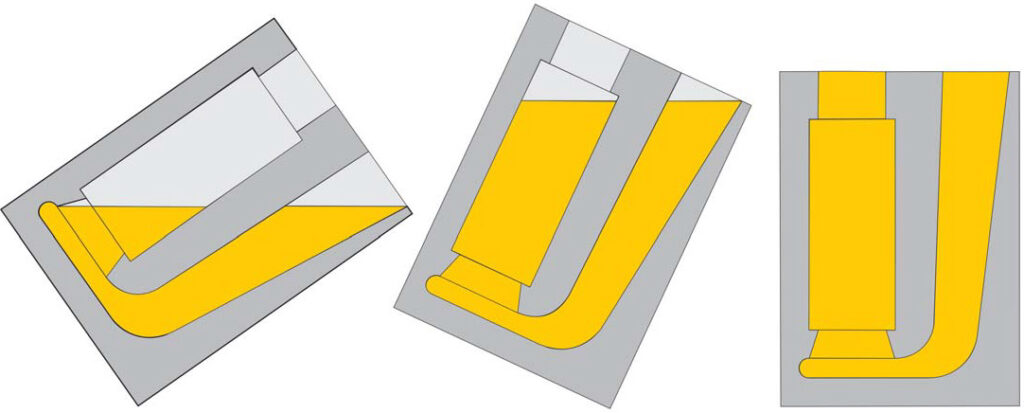
At the start of the casting process with the PIAD-Casting Method, the permanent casting mould gets tipped / tilted over to present the feed point for pouring. As the melt is poured, the mould is rotated simultaneously to match the raising level of melt. The net effect is that the level of the melt is maintained along with less turbulent filling which results in a significant reduction in any air bubbles remaining as porosity.
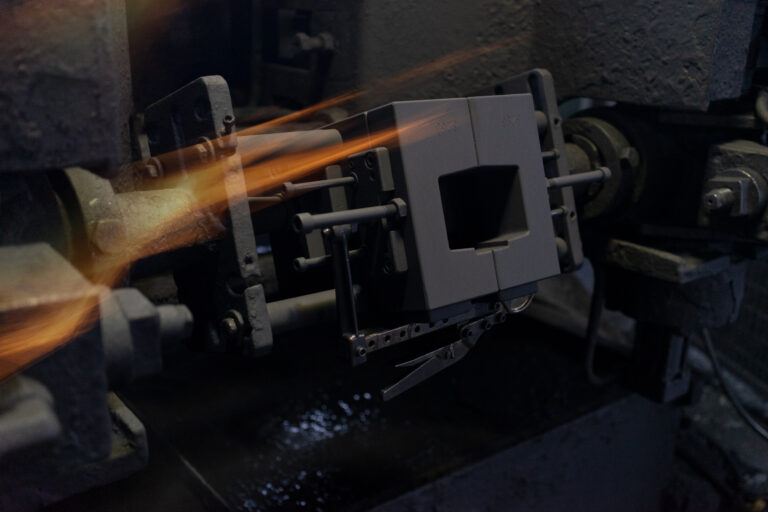


After demoulding the cast part, the permanent mould is dipped to cool down to the correct temperature for covering the metal surface with a releasing agent before the next pour.
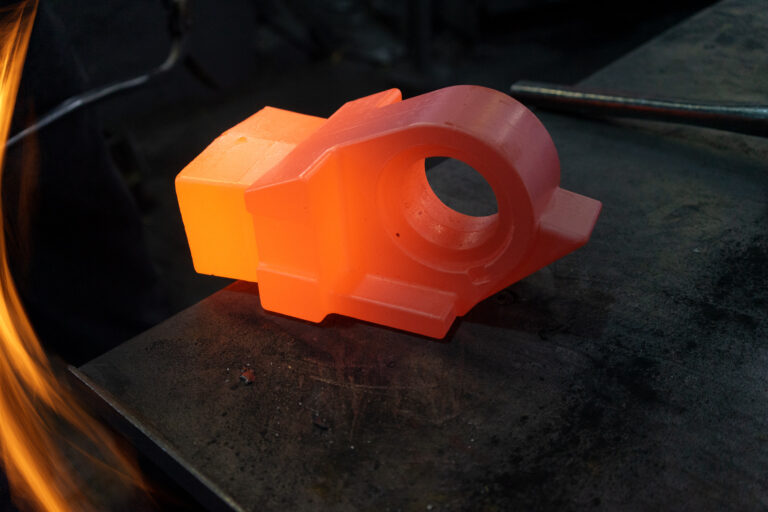
The cooling and consolidation of the casting is finished after only a few seconds due to the excellent thermal conductivity of the mould material. This ensures that the cast part has a fine-grained and tight structure. This results in better mechanical, electrical and thermal characteristics compared to other methods such as sand and investment casting.

Ideally suited for smaller quantities. Cost effective from a minimum batch size of 100 cast parts.

Used for medium and high quantities as well as heavy cast parts.
Composite Construction:
The potential applications for copper alloys can be increased by including other components in the mould. The insertion, position and stability of the inserts need to be very precise for permanent mould casting. Generally, the inserts to be cast around are metallic materials and their surface needs to be metallically clean. Furthermore, the melting point cannot be lower than the melting point of the cast material, which is also relevant for galvanic and other coating materials. That is the reason why it is not possible to use zinc coated, tinned or cadmium plated inserts. Conversely, it is possible to use chrome and nickel plated parts without any problems. The outcome of the process is not a metallic bond or weld, but in effect the contraction of the cooling casting material generates a shrinking adhesion under tension. This is strong enough to retain the insert in a fixed position.
Parts made with the permanent mould casting method span a wide range of features: The unit weight of the cast parts can be between 3g and 35kg with the corresponding measurements from a few millimetres up to 500mm. For small parts, a wall thickness of 1mm is possible, but the average is generally between 2 and 3mm. Currently, 25 different raw materials are in use for the varied requirements of PIADs customers which, depending upon the characteristics of the part, include: tensile strength; ductility; hardness; corrosion resistance; wear resistance; and electrical and thermal conductivity.
To compare different casting methods and materials, all aspects of the completed part need to be encompassed, such that any wider implications are taken into consideration. There are definite advantages for the permanent mould casting method: little mechanical work is needed; high precision and quality; reduced surface treatment; and possible cost reduction.
Without the permanent mould casting method for heavy components, many development projects and applications might not be possible. With this process, cast parts are often ready for use without further processing, so there is no need for chip removing, additional handling, or other cost intensive processes. By considering the material characteristics, casting techniques and production details for each design, the possible applications for precision cast parts made from copper and copper alloys can be optimised. The exchange of experience and information between casting experts and the design team enables the optimum solution to be realised, fully utilising all aspects of the permanent mould casting process.


